Every operations leader has heard it “we need a new facility.” When throughput stagnates, when material piles up in aisles, when operators walk half a kilometer per shift just to get components, the temptation is to solve the problem with concrete and capital. A greenfield factory, a fresh start.
The reality? Most inefficiencies in manufacturing are not architectural. They are organisational. They live in the layout, the flow, the sequencing of workstations, the distance between input stores and assembly lines. And these problems can and should be solved within the four walls you already own.
According to the Lean Enterprise Institute, inefficient layouts alone account for 15–30% of wasted movement and idle time in a typical manufacturing facility. That is not a minor inconvenience; it is a structural drag on every unit of output you produce.
Why your current factory is underperforming?
The root causes of manufacturing inefficiency cluster into predictable categories. Recognising them is the first step toward fixing them without a capital programme.
Poor material flow
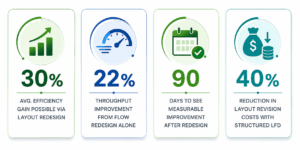
When components travel across zones to reach assembly, and finished goods travel back across the same zones to reach despatch, every metre of unnecessary movement is time and money. In one automotive components manufacturer engagement, Faber Infinite identified non-value-added process steps that once removed improved throughput by 22%. The plant itself did not change; the flow through it did.
Workstation sequencing misalignment
Equipment placed based on historical decisions, not current product mix, is one of the most common culprits. A machine purchased for a legacy product sits in a position that now adds 40 metres of travel per cycle to the dominant product family.
Space misallocation
Floor space used for buffer stock, informal rework staging, or “just in case” storage is floor space not used for productive capacity. In one the industrial plant engagement, mapping a high-volume product line revealed 38% of process time was non-value-adding. By redesigning material flow within the same footprint, process efficiency improved by 22% within 90 days.
Absence of visual management
When operators cannot instantly see production status, inventory levels, or quality signals, they default to guesswork. This creates stop-start rhythms that erode throughput far more than any single machine downtime event.
A well-structured time and motion study, applied systematically, can unlock 15–30% productivity gains without any capital investment. The bottleneck is almost always the system, not the building.
The lean redesign approach: what it actually involves
Redesigning an operating factory for higher efficiency is a disciplined, data-driven process. It is not rearranging furniture. It requires a structured methodology that maps current-state performance, identifies waste, designs the future state, validates it through simulation, and executes it with minimum disruption to ongoing operations.
The core principles that underpin any effective factory redesign are drawn from Lean Manufacturing, industrial engineering, and operational excellence frameworks:
- Value Stream Mapping (VSM) to distinguish value-adding from non-value-adding time at every process step
- 5S methodology to establish workplace organisation as a foundation, not an afterthought
- Material staging at point of use to eliminate handling waste and excess motion
- Cell-based flow design to reduce WIP accumulation and batch-and-queue behaviour
- Ergonomic workstation design to reduce operator fatigue and motion inefficiency
- Digital integration to make performance visible and actionable
- Simulation-based validation before any physical change is implemented
Unlike greenfield projects where you design on blank paper, brownfield redesign must account for live operations. This means phased implementation, temporary buffer management, and extremely careful sequencing of moves which is precisely why a structured methodology matters more, not less, for existing factories.
The Faber Infinite 15-step Lean Facility Design® methodology
Faber Infinite Consulting, one of India’s leading operational excellence consulting firms, has developed a proprietary framework called Lean Facility Design® (LFD©) a structured 15-step methodology organised across three phases: Planning, Flow Integration, and Execution Readiness.
The LFD® framework is applicable not only to new factory design, but critically, to redesigning and optimising existing facilities. Here is how each phase and step works in practice:
Before any physical change is considered, the redesign must be grounded in a precise understanding of what you make, how you make it, and where value is and is not being created.
With the analytical foundation in place, Phase 2 translates insights into engineered solutions designing the physical and operational systems that will govern how your factory actually works.
Phase 3 converts the design into a plan that can be executed on a live factory floor with minimal disruption, maximum buy-in, and measurable outcomes from the first day of operation.
The power of this framework for existing facilities lies in its integration. By the time you reach Step 12 (Layout Design), every spatial decision is already supported by product flow data, capacity numbers, manpower requirements, and supply chain constraints. The layout is not an aspiration it is a conclusion.
What this looks like in practice?
The outcomes of structured lean redesign in brownfield factories are well-documented. A leading aerospace manufacturer in India worked with Faber Infinite to set up a new production line at an existing facility. The bottom-up approach — studying processes, safety, logistics, and material flow simultaneously not only created a safer and higher-capacity facility, but also increased planned production lines from 15 to 19 within the same footprint. The exercise was then replicated across all other factories in the group.
In an automotive components manufacturer engagement, frequent throughput delays caused by poor workstation sequencing were resolved through workflow analysis. Non-value-added steps, once eliminated, improved throughput by 22%. No capital investment in new machinery was required.
For FMCG operations, where product variety and changeover frequency are high, flow redesign combined with point-of-use supermarket implementation has consistently reduced process time by 18–25% within 90 days.
Faber Infinite’s LFD® methodology has helped manufacturing organisations reduce layout revision costs by up to 40% and improve space efficiency by over 30% across sectors including automotive, FMCG, packaging, textiles, and engineering.
Where to start: the diagnostic questions
Before engaging a methodology, every operations leader should walk their own floor with a clear diagnostic lens. The following questions will quickly surface where the highest-impact redesign opportunities lie:
- How many metres does a component or sub-assembly travel from goods-in to finished goods? Is this number known?
- Where do work-in-progress queues form, and how long do they wait? Is this measured?
- Which workstations are chronically starved of material, and which are chronically overloaded?
- How often do operators leave their primary station to retrieve components, tools, or information?
- Where is floor space being used for storage that could be used for productive capacity?
- What proportion of process time is value-adding? Has this been measured via VSM?
- Can every supervisor instantly see, from their normal position, the current state of every line they are responsible for?
If the answers to these questions are mostly “unknown” or “not measured,” the first step is a structured current-state assessment — not a layout change. Data precedes design.
The bottom line
The factory you have today is almost certainly capable of significantly higher throughput, better quality, and lower cost per unit without a new building. The constraint is not concrete. It is the systematic, disciplined application of lean principles to how material, machines, and people move through the space you already own.
Faber Infinite’s 15-step Lean Facility Design® methodology provides the structured path from current-state waste to future-state performance. It is not a template it is a tailored, data-driven process that produces layouts that are efficient on paper, operational on the floor, and scalable into the future.
The most expensive decision in manufacturing is not acting on the inefficiency you can already see.
Ready to redesign for efficiency?
Faber Infinite’s Lean Facility Design® consulting team works with manufacturers across India and internationally to unlock capacity from existing facilities no new building required.



