If the plans are accurate, the systems are digital, and the processes are defined, why do operational challenges still persist?
The answer often lies in a part of the operation that receives very little attention: the final few meters before value is actually created.
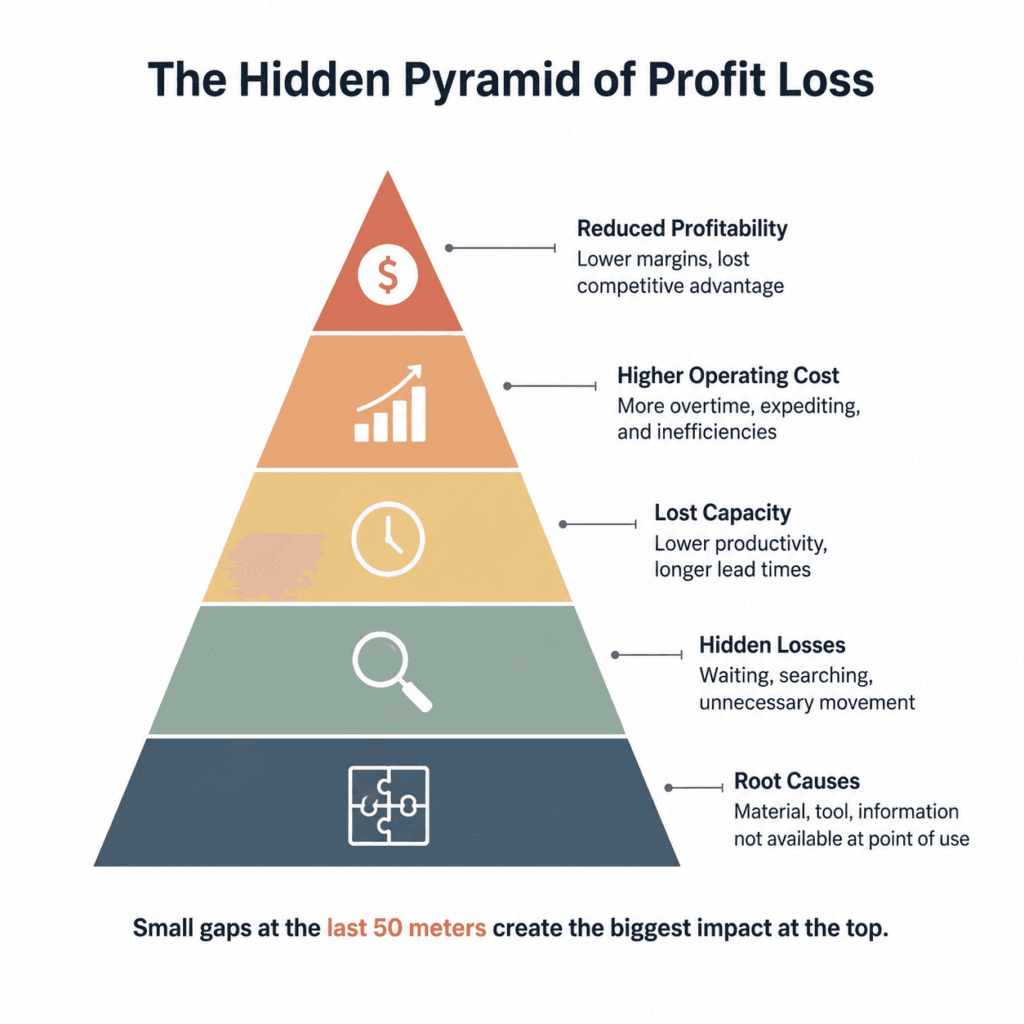
The Last 50 Meters Problem refers to the gap between planning and execution in manufacturing. Even when production is well planned, small issues such as waiting for materials, searching for tools, unnecessary movement, or delayed information can disrupt work at the point of use. While individually minor, these inefficiencies accumulate over time, reducing productivity, increasing costs, and impacting overall performance.
The Hidden Gap Between Planning and Production
Most manufacturing organizations focus heavily on planning. Production schedules are prepared, materials are procured, and resources are allocated. On paper, everything appears ready for execution.
However, the reality on the shop floor can be very different.
An operator may have to leave the workstation to search for a tool. Materials may be available within the facility but not at the point where they are needed. Work instructions may exist but are not immediately accessible. Components may travel unnecessary distances before reaching the next process.
Individually, these issues seem minor. Collectively, they create friction throughout the operation.
The challenge is that these disruptions rarely trigger alarms. They become part of everyday work and are often accepted as normal operating conditions.
Over time, organizations stop noticing them, even though they continue to consume valuable time and resources every single day.
Where Profit Quietly Walks Out of the Factory
The Last 50 Meters Problem does not typically appear on financial statements. Instead, its effects are hidden within broader operational metrics.
A few minutes lost searching for tools.
A short delay waiting for materials.
Additional movement between workstations.
Repeated interruptions to clarify information.
While each event may seem insignificant, their cumulative impact is substantial.
When operators spend time walking instead of producing, productive capacity decreases. When materials are not available at the point of use, production flow slows down. When information is delayed, decisions take longer and errors become more likely.
These inefficiencies ultimately influence:
- Productivity
- Throughput
- Lead Time
- Labor Utilization
- Operating Costs
- Customer Delivery Performance
Consider a production line where operators spend just five extra minutes every hour handling avoidable tasks. Across multiple shifts, workstations, and production days, this translates into hundreds of lost productive hours annually.
The result is often higher operating costs, increased overtime, and reduced profitability—without any obvious root cause.
Closing the Last 50 Meters
The solution is not always another software platform or a larger investment in automation.
Often, the greatest improvements come from understanding how work is actually performed and removing the obstacles that interrupt its flow.
This starts by asking simple but powerful questions:
- Are materials available exactly where they are consumed?
- Do operators have immediate access to the tools they need?
- Is information reaching the right people at the right time?
- Are layouts designed to minimize unnecessary movement?
Consider a simple example.
A manufacturing facility observed that operators frequently left their workstations to collect fast eners required for assembly. The distance involved was relatively small, and each trip consumed less than a minute.
Because the delay appeared insignificant, it had never been prioritized.
After introducing point-of-use storage and repositioning the materials closer to the workstation, operator movement reduced significantly. The improvement required minimal investment, yet productivity increased because time previously spent walking was now spent producing.
This illustrates an important principle: small execution improvements often generate disproportionately large operational benefits.
When friction is removed, flow improves. When flow improves, productivity follows.
Final Thought
The most expensive inefficiencies in manufacturing are not always the most visible.
They are often hidden within routine activities that occur every day and have gradually become accepted as normal.
The Last 50 Meters Problem reminds us that operational excellence is not determined solely by strategy, technology, or planning. It is determined by how effectively those elements reach the point where work is actually performed.
The next time productivity falls short of expectations, it may be worth looking beyond the dashboard and onto the shop floor.
Because the difference between average performance and exceptional performance may not be hidden in the plan.
It may be hidden in the last 50 meters.



