Total Productive Maintenance Consulting (TPM) improves Overall Equipment Effectiveness (OEE) by eliminating the 6 major production losses that reduce Availability, Performance, and Quality. It uses structured maintenance systems, operator involvement, and continuous improvement practices to stabilize equipment performance and unlock hidden production capacity.
Why OEE Losses Persist in Manufacturing Plants
Manufacturing organizations often assume that improving OEE requires new machinery or capital investment. In reality, most OEE losses come from inefficiencies within existing equipment systems.
Unplanned downtime, slow cycles, minor stoppages, and quality defects quietly erode production capacity every day. These losses are often distributed across shifts and machines, making them difficult to detect without structured measurement systems.
At Faber Infinite, Total Productive Maintenance Consulting focus on identifying these hidden losses on the shop floor and converting them into measurable performance improvements through structured execution, operator involvement, and redesigned maintenance systems.
TPM and OEE Improvement in Kenya’s Manufacturing Sector
Kenya’s manufacturing sector continues to play a critical role in the country’s industrial growth. As manufacturers face increasing pressure to improve productivity, reduce operating costs, and remain competitive, improving Overall Equipment Effectiveness (OEE) through Total Productive Maintenance Consulting (TPM) has become an important operational strategy. By reducing equipment-related losses, improving maintenance discipline, and increasing workforce involvement, TPM helps manufacturers maximize existing production assets without relying solely on new capital investments. Industry bodies such as the Kenya Association of Manufacturers (KAM) continue to emphasize productivity improvement, operational excellence, and competitiveness as key drivers of sustainable manufacturing growth in Kenya.
What Causes Low OEE in Manufacturing Systems?
Low OEE is caused by recurring equipment and process losses, including breakdowns, changeover delays, minor stoppages, reduced speed, defects, and startup losses. These issues reduce equipment reliability, slow production flow, and increase variability across shifts.
Most factories with low OEE experience a combination of predictable but unmanaged losses:
- Equipment breakdowns causing unplanned downtime
- Long or inconsistent changeovers between product runs
- Minor stoppages such as jams, sensor faults, or micro-interruptions
- Running equipment below designed speed
- Quality defects and rework during steady production
- Startup losses after maintenance or shift changes
These losses collectively form the Six Big Losses, which serve as the foundation of TPM-based analysis.
The 6 Big Losses That Reduce OEE
The 6 Big Losses are categorized into Availability, Performance, and Quality losses. They provide a structured framework for identifying where production capacity is lost and form the diagnostic foundation for TPM strategies.
Availability Losses
- Equipment breakdowns
- Setup and changeover losses
These reduce actual production time and are typically driven by weak maintenance systems or poor equipment reliability practices.
Performance Losses
- Minor stoppages
- Reduced operating speed
These losses are often invisible in reporting systems but can significantly reduce output over a shift.
Quality Losses
- Process defects
- Startup rejects
These occur when equipment conditions are unstable or process parameters are inconsistent.
Without structured analysis, these losses remain hidden under “normal operations,” even though they directly reduce throughput and profitability.
7 TPM Strategies to Improve OEE
The most effective TPM strategies to improve OEE work together to reduce losses across Availability, Performance, and Quality. These include:
1. Autonomous Maintenance (Operator-Led Equipment Care)
Operators perform routine cleaning, inspection, lubrication, and basic equipment checks.
This strategy improves early detection of abnormalities such as:
- Leakage
- Vibration changes
- Temperature variation
- Loose components
It reduces breakdown frequency and increases equipment ownership.
2. Planned Maintenance (Reliability Engineering System)
Planned maintenance replaces reactive firefighting with structured scheduling based on:
- Failure history
- Equipment criticality
- Condition monitoring
- Usage patterns
This reduces unexpected breakdowns and improves asset lifespan.
3. Changeover Optimization (SMED Principles)
Long changeovers significantly reduce availability.
Improvement focus includes:
- Internal vs external setup separation
- Standardized tooling procedures
- Quick-release mechanisms
- Setup time reduction analysis
This directly increases productive runtime.
4. Minor Stop Elimination
Minor stops are one of the most underestimated OEE losses.
They are addressed by:
- Sensor reliability improvements
- Material flow stabilization
- Operator standard work
- Equipment tuning
Reducing micro-stoppages often delivers rapid OEE improvement.
5. Quality Maintenance (Defect Prevention at Source)
Instead of inspecting quality at the end, TPM embeds quality into equipment conditions.
Focus areas include:
- Stable operating parameters
- Error-proofing (Poka-Yoke)
- Process capability improvement
- Defect source elimination
This reduces rework and scrap rates.
6. Root Cause Elimination
Recurring failures are eliminated using structured problem-solving:
- 5 Whys
- Fishbone analysis
- Pareto prioritization
The goal is to eliminate systemic causes rather than repeat repairs.
7. Daily Management Systems
Sustained OEE improvement requires daily control systems such as:
- Shift handover routines
- Visual performance boards
- Real-time loss tracking
- Tiered escalation systems
This ensures issues are identified and addressed in real time rather than during monthly reviews.
How TPM Improves Organizational Effectiveness
TPM improves organizational effectiveness by aligning equipment reliability, workforce capability, and process stability. It reduces variability in production systems and strengthens operational discipline across maintenance and production functions.
When implemented correctly, TPM creates:
- More predictable production schedules
- Higher asset utilization
- Reduced operational variability
- Improved coordination between teams
- Stronger accountability at operator level
This shifts manufacturing from reactive execution to controlled and measurable performance management.
TPM Implementation Roadmap
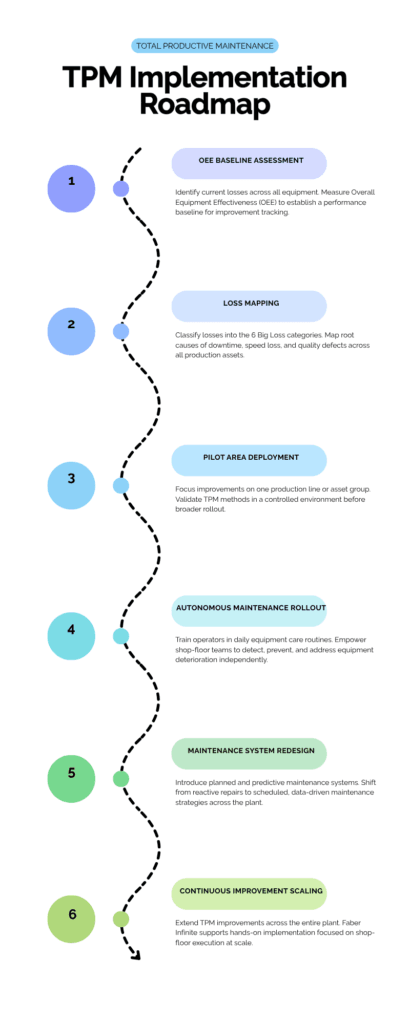
Total Productive Maintenance Consulting follows a structured sequence: baseline OEE measurement, loss identification, pilot deployment, autonomous maintenance rollout, planned maintenance development, and continuous improvement scaling across the plant.
A typical implementation structure includes:
Phase 1: OEE Baseline Assessment
Identify current losses across all equipment.
Phase 2: Loss Mapping
Classify losses into the 6 Big Loss categories.
Phase 3: Pilot Area Deployment
Focus on one production line or asset group.
Phase 4: Autonomous Maintenance Rollout
Train operators in daily equipment care.
Phase 5: Maintenance System Redesign
Introduce planned and predictive maintenance systems.
Phase 6: Continuous Improvement Scaling
Extend improvements across the entire plant.
Faber Infinite supports this process through hands-on Total Productive Maintenance Consulting that prioritises shop-floor execution over theoretical design.
Why TPM Programs Fail
Total Productive Maintenance Consulting programs fail when organisations treat them as documentation exercises rather than behavioural and operational change initiatives. Lack of leadership involvement, weak operator engagement, and poor execution discipline are the most common failure causes.
Common failure patterns include:
- Over-reliance on consultants without internal ownership
- Lack of operator involvement in maintenance systems
- No structured daily management system
- Focus on tools instead of behaviour change
- Inconsistent leadership commitment
Successful TPM requires sustained execution discipline at all levels.
When to Engage Total Productive Maintenance Consulting
TPM consultants are often engaged when organizations experience persistent downtime, unstable OEE, weak maintenance systems, or an inability to sustain improvement initiatives internally. In such cases, Total Productive Maintenance Consulting can provide structured implementation frameworks and accelerate internal capability building across maintenance and production teams.
Organizations typically engage TPM consultants when:
- OEE remains below target despite repeated initiatives
- Breakdown frequency is high and recurring
- Maintenance is reactive rather than planned
- Operators are not involved in equipment care
- Improvement efforts lack sustainability
The Faber Infinite Approach
Faber Infinite operates as implementation-focused consultants, emphasizing shop-floor execution rather than theoretical frameworks.
Their approach includes:
- Direct shop-floor engagement with operators and technicians
- Customized TPM implementation frameworks (not templates)
- Performance-linked engagement models tied to measurable KPIs
- Integration of maintenance, operations, and leadership systems
- Focus on sustained behavioral change, not short-term fixes
This ensures TPM becomes embedded in daily operations rather than remaining a standalone improvement initiative.
Conclusion
Improving OEE requires more than maintenance optimization. It requires a structured transformation of how equipment is operated, maintained, and improved.
Total Productive Maintenance Consulting provides a proven framework for eliminating production losses, improving equipment reliability, and strengthening organisational effectiveness across manufacturing systems.
Faber Infinite’s Total Productive Maintenance Consulting focuses on translating these principles into measurable operational improvements through hands-on execution, structured systems, and sustained shop-floor engagement.
Ready to improve equipment reliability and operational performance? Connect with our TPM experts to discuss practical strategies for reducing downtime, increasing availability, and enhancing OEE across your operations.
FAQs
What makes Total Productive Maintenance Consulting effective for improving OEE?
The most effective strategies include autonomous maintenance, planned maintenance, changeover reduction, minor stop elimination, quality maintenance, and structured root cause analysis. These strategies directly tackle the 6 Big Losses affecting OEE.
How long does TPM implementation take to improve OEE?
Initial improvements are often observed during early pilot deployments, particularly in downtime reduction and operator engagement. The timeline varies depending on equipment condition, implementation scope, and organizational readiness.
What is the relationship between TPM and OEE?
TPM and OEE are closely connected. OEE measures equipment effectiveness through Availability, Performance, and Quality, while TPM provides the structured practices needed to improve these metrics by reducing breakdowns, minor stops, speed losses, and defects.
Can Total Productive Maintenance Consulting (TPM) improve productivity without purchasing new equipment?
Yes. One of the primary goals of TPM is to unlock hidden capacity within existing assets. By reducing downtime, improving equipment reliability, eliminating minor stops, and preventing defects, organizations can often increase output without significant capital expenditure.
How often should OEE be monitored?
OEE should ideally be monitored daily or in real time for critical production assets. Frequent monitoring helps identify losses quickly, enables faster corrective action, and supports continuous improvement efforts.
Contact us



